












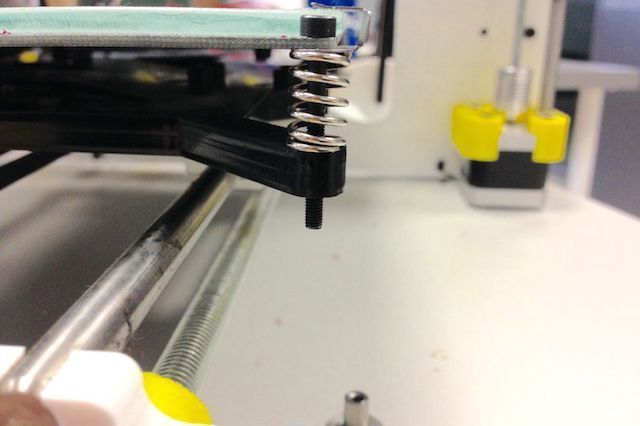

SOLUCIÓN: Podemos recuperar recorrido desenroscando el tornillo que hace contacto con el final de carrera del eje Z. IMPORTANTE: CUIDADO CON EL CRISTAL, LA BOQUILLA PUEDE CHOCAR AL BAJAR. 
POSIBLES CAUSAS:
· Mala conexión del termistor del extrusor a la electrónica, colocar bien el conector.
· Mala conexión en los adaptadores verdes o cable plano dañado (LION PRO 3D, revisar conexión del cable plano).
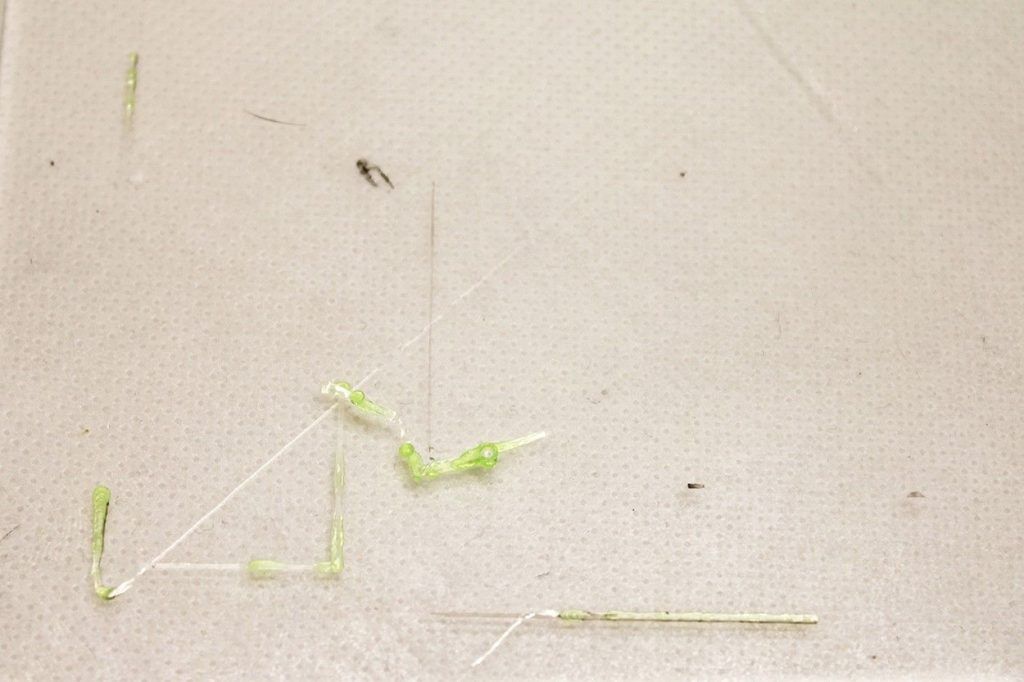
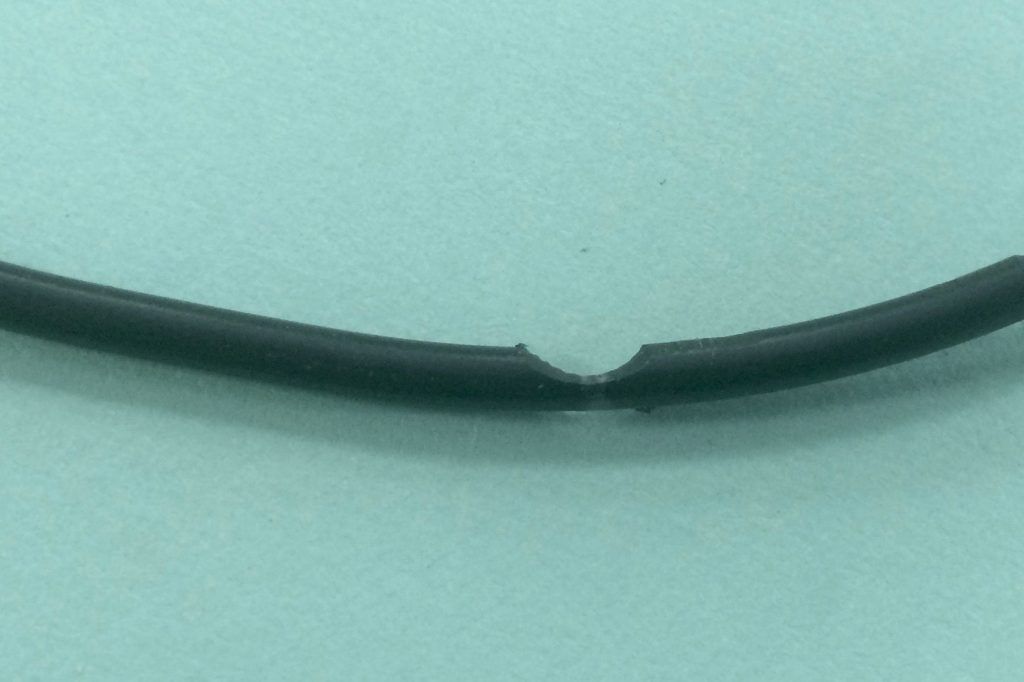
· Cable roto, revisar las zonas delicadas:
LEGIO:

LION:
· Comprobar que los cables de los dos adaptadores (principalmente el del extrusor) están bien conectados. En la imagen se ve como uno de los dos cables del termistor está suelto:
· Revisar que el cable plano esté correctamente colocado, en la imagen se ve como está suelto de un lado y no hace buen contacto:
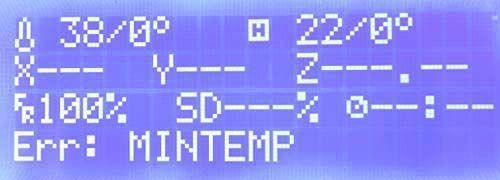
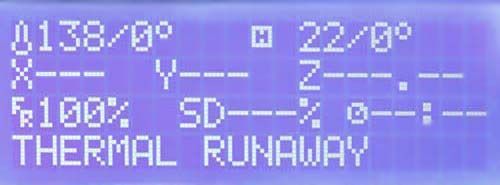
Una vez alcanzada la temperatura objetivo, esta disminuye cuando debería estabilizarse. La electrónica incorpora un sistema de protección que desactiva cualquier calentamiento en caso de comportamientos no deseados. POSIBLES CAUSAS:
· CARTUCHO CERAMICO SUELTO: Comprobar en caliente (210ºC), si el cartucho se mueve hay que fijarlo, con el tornillo o con pasta térmica si la rosca está desgastada.
· Se ha colocado el cristal en la cama después de haber comenzado el calentamiento de la misma. Puede que el cristal estuviera mas frío, paralizando la subida de temperatura.
· Las conexiones de la alimentación de la cama o el extrusor no son efectivas y se pierde potencia. Revisar conexiones.
· La potencia del bloque calefactor no es suficiente y no aumenta a partir de cierta temperatura. Subir el voltaje de salida de la fuente de alimetnación a 13v girando el tornillo naranja de la imagen y midiendo la salida con un voltimetro:

Revisar las conexiones anteriormente citadas y reiniciar la máquina.
· CARTUCHO CERAMICO ESTROPEADO: Si los anteriores puntos son correctos, hay que sustituir el cartucho. VISITAR.
